Technical requirements for packaging paper and cardboard

Photo is illustrative in nature. From open sources.


Appearance and performance requirements
The requirements for printing and processing packaging materials into containers and packaging and related to the actual packaging (packaging), storage, marketing, protection of products and their use can be predetermined and quantified.
All properties of paper and paperboard depend on the components used in their manufacture, for example, on the composition of the fiber (different type and amount of fiber), fibrous semi-finished products and other materials, as well as on the applied technological processes. These properties of packaging paper and cardboard are primarily related to:
• to the appearance (color, presence of images) and the requirements of technological processes, especially printing, which significantly affect the appearance of the package;
• to operational properties - strength, degree of protection of the product and its ., consumer, as well as the efficiency of all technological operations used in the manufacture and use of packaging
Appearance
Colour
Color is a sensation perceived by the organs of vision and the human brain, depending on the light source and the ability of the illuminated surface to absorb, reflect and scatter light rays. The lighting conditions under which the color of paper and cardboard is perceived are specially standardized, as are the methods for measuring color.
Paper and paperboard are usually white or brown, depending on whether the fiber used is bleached or unbleached. The top layer and (sometimes) the bottom layer may be coated, which is usually white, but other colors are possible. With the help of dyes introduced at the stage of paper pulp preparation, almost any color of paper and cardboard can be obtained. Recycled fiber from mixed waste paper, which has not been bleached, has a grayish color, usually visible on the underside of recycled paperboard.
Color and whiteness (CIE) is evaluated visually under certain lighting conditions and measured in reflected light from a standard light source using a reflective spectrophotometer, after which the hue and whiteness (CIE chromaticity coordinates) are calculated. The light source is natural daylight or its equivalent. The recognized scientific authority on paper color, printing products and packaging is the International Commission on Illumination (CIE, Commission International de I'Edairage). The CIE chromaticity coordinates (Figure 1.18) - L*, a* and b* - are used to express CIE whiteness and color when using a standard D65 light source that simulates natural daylight.
Positive values of the a* index indicate a red tint, negative values indicate a green tint; a positive value of the b* indicator indicates a yellow tint, and a negative value indicates a blue tint; L* is the light intensity expressed as a percentage on a scale where perfect black is 0% and perfect white is 100%. For example, the upper limit of the range of this characteristic for the coated surface of white board should be approximately the following characteristics: a * +2, b * -5 and L 97.
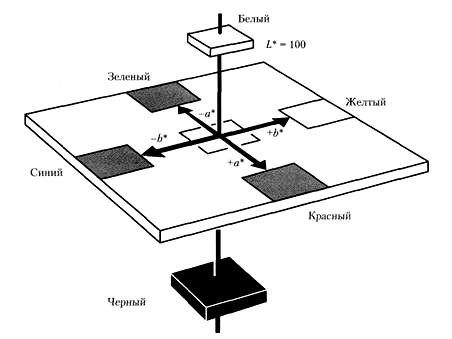
Rice. 1.18. CIELAB chromaticity coordinates
Many other examples of the whiteness or shade of packaging paper and paperboard could be given. Relatively easily defined whiteness/color can be achieved using a mineral pigment based coating, and perceived color can be altered using additional dyes and optical brighteners (also called fluorescent whiteners). The base color of a sheet of paper or cardboard, depending on its composition, affects the color of the coated surface. White with a bluish tinge is currently favored for retail packaging as this color is believed to give food products the best look, feeling fresh, clean and of high quality (in factory light conditions). retail).
There is another way to measure whiteness. Whiteness (iso) is the percentage of light reflected from a surface at a wavelength of 457 nm. The human eye perceives a wavelength range from less than 400 to more than 700 nm. Usually only the whiteness of the pulp is measured. Since this method measures the reflectivity of a surface at a single wavelength of blue light, it is of little concern to printers and packaging end users. Many grades of packaging paper and paperboard are brownish because they are produced without bleached fibers.
Surface smoothness
Surface smoothness is important from an aesthetic point of view and has an impact on print quality and gloss. With some printing technologies, paper with a rough surface does not accurately reproduce an image that is not printed, that is, the ink is not transferred from the printing plate to the surface of the material (for example, in gravure printing).
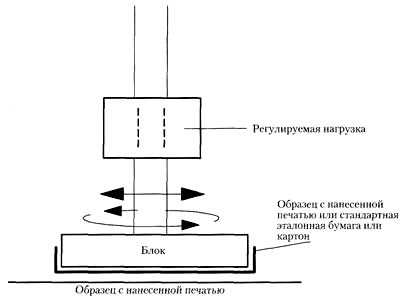
The smoothness of the surface as the degree of its roughness is measured by methods based on air leakage (Fig. 1.19) - the more rough the surface, the greater the rate of air leakage (at a certain pressure) from under the cylindrical edge of the knife blade placed on this surface. Therefore, the greater the surface roughness, the greater the amount of leakage. Since paper and cardboard are compressible materials, the pressure exerted by the knife blade can be adjusted.
Measuring the roughness at two given knife blade pressures also determines the compressibility of paper and board, which is important for printing. The most common methods for determining roughness and smoothness are based on the use of Parker PrintSurf (PPS) instruments from Bendtsen and Sheffield.
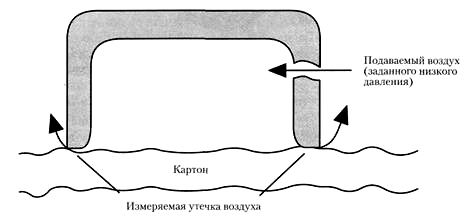
Rice. 1.19. Principle of surface roughness measurement
Surface structure
The structure of the surface is assessed visually under low angle illumination (Fig. 1.20), as a result of which any surface irregularities become visible. Surface evaluation results are dependent on lighting. The final surface structure is formed after calendering or laminating with a polymer film (or foil).
Gloss (gloss)
Gloss is defined as the percentage of light reflected from a surface at an angle equal to the angle of incidence. The gloss of paper and cardboard is measured at a reflection angle of 75 ° (Fig. 1.21), and the gloss of printed and varnished surfaces is measured at an angle of 60 °. Glossy (high gloss) surfaces are usually obtained by coating them with a coating followed by supercalendering or cast coating.
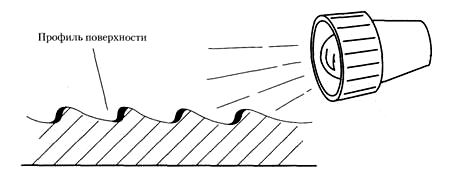
Rice. 1.20. Low Angle Illumination for Examining Surface Structure
To give a gloss to uncoated paper, it is processed on a polished cylinder with a polished surface.
High gloss paper is given by processing on a supercalender. The paper is passed through several gaps between alternately mounted hard metal and soft rolls of pressed fibrous material.
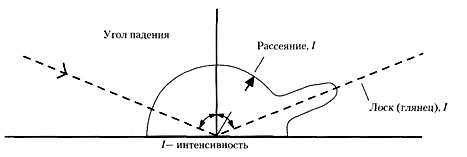
Rice. 1.21. The principle of measuring the gloss (gloss) of paper and cardboard
Opacity
Opacity refers to the ability of a sheet of paper or cardboard to obscure the print on the sheet below it or on the reverse side of that sheet. This property is particularly important in product packaging where paper is used as the outer wrapping of the printed surface. Opacity is measured with a spectrophotometer by comparing the reflection of light from the surface of one sheet placed on a black substrate with the reflection of light from a stack of 100 sheets.
Suitability for printing and post-processing
To provide the consumer with information (in the form of text and illustrations) and to improve the appearance of the package, it is usually printed on it. Lacquering is used to protect the applied print and give gloss. Surface color, graphic design, the presence of text, solid shading and halftone illustrations, as well as the presence or absence of gloss, significantly affect the appearance of the package.
Depending on the purpose of packaging, various graphic solutions are used, since packaging can be very different: from multilayer paper bags for cement to bags for SUGAR, labels for beer bottles, cardboard boxes for cereals or assorted sweets, chocolate or expensive cosmetics. The printing on the packaging of these products will also differ depending on the type of container - transport, group, individual, as well as depending on the characteristics of the labeling (for example, hazardous chemicals).
Currently, the packaging industry uses several printing processes - offset printing, flexography, letterpress, gravure, silkscreen and digital printing, which we will look at in more detail. All of them differ from each other in a number of important features that relate mainly to the composition of paint and varnish, methods of applying them to paper and cardboard base, as well as drying processes that make printing resistant and durable.
Despite the differences, printing processes also have common characteristics regarding printing properties and related to all types of paper and cardboard - these are the requirements for surface smoothness, its structure, the degree of gloss, opacity, surface strength, the degree of absorption of inks and varnishes by the surface , drying capabilities, abrasion resistance, surface and cut cleanliness. In some cases, the surface pH, surface tension and wettability also play a role.
The color of the applied print is measured with a spectrophotometer or densitometer (an instrument for measuring optical density). You can also compare colors visually under standard lighting using pre-set color references to ensure that package color is within standard tolerances under typical lighting conditions.
Surface strength
Appropriate surface strength is required to ensure good print quality and embossing. The offset printing process uses viscous inks that place high demands on surface strength at the separation point of the ink remaining on the sheet and the ink remaining on the blanket cylinder. The IGT "pluck and printability" test, which simulates the printing process, is used to evaluate surface strength . A special ink with a specific viscosity is applied to a test piece of paper or board at an increasing printing speed until a defect occurs - "plucking" fibers from the surface or the appearance of a bubble. Comparison of the parameters of the point of occurrence of a defect with the given characteristics allows predicting the probability of obtaining a satisfactory result.
Embossing is a method of creating a raised pattern or text on the surface of paper and cardboard. To achieve the desired result, high surface strength, interfiber strength and coating strength (if any) are required.
Another way to measure surface strength is to stick to the surface of several wax sticks with varying degrees of adhesion, due to the ability of the wax to adhere in molten form to the surface of the paper. The result is a value called the Dennison Plucking Resistance, the maximum number of wax stick that does not destroy the surface of the paper or cardboard when the stick is removed. The higher the stick number, the higher the surface strength. This test is only suitable for an uncoated surface, since if the latter is present, the molten wax fuses with the binder in the coating, subsequently giving an incorrect result. For an uncoated surface, this test is applicable to analyze both printable and adhesive properties of the surface.
When testing for adhesive properties, a stick is chosen as an indicator that “pulls” the fiber to a certain level, since if the strength is too high, the paper has insufficient adhesive properties with respect to water-based adhesives and hot melt adhesives, as well as when heat sealing blister packs with a backing from varnished cardboard with printing.
Absorption of printing ink and varnish. Drying
Paints contain a solvent (usually oil, an organic solvent, or water), a pigment or dye to impart color, and a resin to bind the pigment to the substrate. The composition of varnishes is similar except for the pigment or dye. The solvent, the choice of which depends on the type of ink and printing technology, is needed to transfer the ink from any container through the printing plate to the substrate. After printing, the solvent is removed by evaporation, absorption, or chemical solidification by oxidation or cross-linking by ultraviolet (UV) or electron radiation. Inks that are not yet completely dry when they exit the press (for example, conventional oil-based inks for lithography and letterpress printing) should be in their cured state - so
As with other properties, for the absorption of paints and varnishes the main thing is the uniformity of the structure. Uneven ink absorption can cause ink set-off, uneven printing, and ink bleeding on the back. To check the uniformity of absorption of printing ink by paper and board, as well as the degree to which they achieve the desired properties, tests are used based on measuring the degree of absorption of a standard ink or solvent.
In the standard offset printing process, the second color printed next to the first is transferred to a wetted substrate. Under certain circumstances, this can lead to the appearance of speckles ("marshmallow"), in connection with which a test was developed to test the repellency of paint on a surface wetted with water.
Surface pH value
For oil-based paints that dry by oxidation, a surface pH in the range of 6-8 is recommended. A surface with a pH value of 5 or less is undesirable, as it may impair the drying of some types of paints (eg oil lithographic). The test is carried out by measuring the pH value of a drop of distilled water transferred to the surface using a pH meter. The pH range is also important for papers and boards that are printed with metallic pigments (eg bronze) and papers that will be subsequently laminated with aluminum foil.
Surface tension
Knowing the surface tension is important when printing and gluing non-absorbent surfaces such as paper and cardboard with extrusion resin coatings. The polymer-coated surface is treated with a corona discharge to ensure high print quality. The result of such treatment can be measured by checking the surface tension with pens filled with special paints. It should be noted that the result of corona treatment decreases with time.
Abrasion resistance
Printing on paper bags should not be worn or smeared during transportation or when using bags. Wet abrasion resistance is needed when packaging materials become wet through contact with water or condensation, which often occurs with frozen or chilled food packaging. Good abrasion resistance is provided by a combination of paper and board surface properties, printing and varnishing technologies, as well as the composition of paints and varnishes. Abrasion resistance is measured relative to standards by standard test methods (Fig. 1.22).
Surface finish
The surface of paper and cardboard to be printed on must be free from fine particles and dust. Printing problems are associated with loose fibers, fiber fragments and tufts, the presence of non-fibrous particles and coating particles (see Figure 10.17 in Chapter 10). In addition, problems may arise due to finishing technologies (cutting and calendering); Difficulties can also arise during printing due to the presence of foreign particles that have entered the paper and cardboard during their production. In particular, specks (marbles) can appear in solid fills, resolution is lost in halftone illustrations, specks of ink appear in places where printing should not be, etc. All this leads to a decrease in print quality and the formation of additional waste.
There are no officially recognized methods for assessing the cleanliness of a sheet, although methods have been developed to assess the presence of free particles at the end of a roll or pack, and the presence of foreign particles on the sheet surface can be examined by rolling a soft polyurethane roller over it, and then counting the number of particles collected from a certain area under a microscope .
Rice. 1.22. Printing abrasion resistance test
If there are problems with foreign particles, the printer must detect them and determine the origin of the particles. Only by determining the nature of the particles can appropriate measures be taken to eliminate the source of the problem or minimize it. It should be taken into account that problems can be associated not only with paper or cardboard, but also with the printing press and areas adjacent to it, as well as with ink.
Read together with it:
- Rostov wholesaler Everest is merging with a loss-making meat supplier from Donetsk.Donskie Traditsii, a wholesale MEAT supplier operating in Donetsk since 2017, saw its revenue decline by 28% in 2024 , to 273.1 million rubles, while losses narrowed from 14.4 million rubles in 2023 to 5.3 million rubles. In contrast, Everest increased its revenue by 16% to 3.6 billion rubles in 2024, although net profit declined by 24%, to 11.9 million rubles. Creditors of Donskie Traditsii can f...
- Lawsuit against Tokarevskaya Poultry Farm: The claim is 40 million rubles.Information about the lawsuit became available through the arbitration case file, but the details of the claims have not yet been disclosed. Nika LLC, registered in September 2021 in Tambov, is engaged in the wholesale trade of grain and animal feed. In 2024 , the company recorded revenue of 125 million rubles and a net profit of 1.5 million rubles. As for the Tokarevskaya Poultry Farm, it was fou...
- Over the past three years, the Moscow region's agricultural machinery fleet has increased by nearly 2,500 units.Over the past three years, Moscow Region farmers have acquired approximately 2,500 units of new agricultural machinery. These include 390 tractors, 54 grain harvesters, 25 forage harvesters, and 2,000 other types of equipment. "To upgrade the technical infrastructure of our agricultural enterprises in the Moscow Region, we have created our own program: we reimburse a portion of the costs of purcha...
- Austria will approve sanctions against Russia, which it delayed due to Raiffeisen.Austria has announced its support for the sanctions package against RUSSIA. it previously demanded that sanctions against Rasperia be lifted in order to compensate Raiffeisen Bank International for the €2 billion it was forced to pay by a Russian COURT ruling.Austria has decided not to block the adoption of a new package of EU sanctions against Russia, although it had previously made demands regar...
- While Argentina is still waiting, Bolivia has already received the green light to export beef offal to China.Both sides confirm that the ongoing negotiations are proceeding as planned, and recent reports indicate that news could be released by the end of this month. However, others are more skeptical, claiming that the negotiations are being delayed amid anti-China dalliances between President Javier Milei and his American counterpart, Donald Trump. Meanwhile, some are already celebrating the opening of ...
- Парагвай пользуется тарифами Трампа и увеличивает экспорт мяса в СШАС 25 августа бразильская говядина на рынке США облагается пошлинами в размере 76,4%, что нарушило торговые потоки во всем регионе. Однако Парагвай воспользовался этой ситуацией, чтобы увеличить объёмы продаж своего красного мяса в США. Парагвай был одной из стран, выигравших от политики администрации Трампа, которая ввела сниженные тарифные ставки примерно на 1......
- Russian Meat Smuggling: Kazakhstani Processors Report Market ProblemsAzamat Shalmagambetov, HEAD of a MEAT processing company, noted that Russians are importing beef and horse meat, especially to the northern regions and Astana. This offers consumers an advantage due to low prices, but behind it lies a smuggling scheme that allows them to evade tax obligations. According to Shalmagambetov, a veterinary EXPORT certificate is issued at the border for crossing, after ...
- In the Dubrovensky district, a woman was deprived of parental rights for the third time due to alcohol abuse.October 13,Vitebsk . The Dubrovensky District Prosecutor's Office filed a lawsuit to terminate parental rights for a seven-month-old girl belonging to a woman who abuses ALCOHOL and leads a dissolute lifestyle, BelTA learned from the Vitebsk Region Prosecutor's Office. The decision was prompted by the results of extensive work with the family. In March of this year, the Commission on Minors' Affai...
- A drunk taxi driver was detained in Vitebsk.October 12, MINSK . A drunk taxi driver with a blood ALCOHOL level of over two ppm was detained in Vitebsk, the Ministry of Internal Affairs press service told BelTA. In the morning, a Vitebsk traffic police crew noticed a Volkswagen that was clearly speeding along the central avenue. Officers signaled the driver to stop, which he ignored, and a pursuit ensued. The driver ignored repeated requests...
- RBI asked for sanctions relief against Rasperia to unblock Strabag sharesRasperia has been under sanctions since 2024. If the sanctions are lifted, RBI will receive Rasperia's stake in Strabag. A Russian COURT previously ordered RBI's subsidiary to pay $2 billion in damages.Raiffeisen Bank International (RBI) has asked the European Union to lift sanctions against Rasperia Trading, reportsBLOOMBERG, citing RBI HEAD Johan Strobl. If the EU makes such a decision, Raiffeis...
Test for Atnibiotics in Milk
 Rapid tests for determining the residual amount of chloramphenicol in meat
Rapid tests for determining the residual amount of chloramphenicol in meat Express tests for determining the residual amount of β-lactams and tetracyclines in milk, whey
Express tests for determining the residual amount of β-lactams and tetracyclines in milk, whey PIONEER MEIZHENG BIO-TECH (5 in 1) JC0726 / Rapid tests for determining the residual amount of Bacitracin, ansamycins, clindamycin, spiramycin, florfenicol in milk, whey
PIONEER MEIZHENG BIO-TECH (5 in 1) JC0726 / Rapid tests for determining the residual amount of Bacitracin, ansamycins, clindamycin, spiramycin, florfenicol in milk, whey Rapid tests for fluoroquinolone, erythromycin, lincomycin, tillosin and tilmycosin residues in milk, whey
Rapid tests for fluoroquinolone, erythromycin, lincomycin, tillosin and tilmycosin residues in milk, whey Express tests for determining the residual amount of β-lactams, tetracyclines, chloramphenicol, streptomycins in milk, whey
Express tests for determining the residual amount of β-lactams, tetracyclines, chloramphenicol, streptomycins in milk, whey Rapid 4 in 1 tests for determining the residual amount of neomycin, kanamycin, gentamicin, spectinomycin in milk, whey
Rapid 4 in 1 tests for determining the residual amount of neomycin, kanamycin, gentamicin, spectinomycin in milk, whey- Rapid tests for determining the residual amount of tetracyclines in meat
- Express-tests PIONER 5 in1 for the determination of thiamphenicol, meloxicam, colistine, trimethoprim, sulfonamides
- ANTIBIOTICS / ELISA TESTS
- Rapid tests PIONER 5 in 1 for the determination of sulfonamides, tylosin, tilmicosin, lincomycin, erythromycin, fluoroquinolones
Laboratory equipment
 MB90/MB120 moisture analyzer (Ohaus)
MB90/MB120 moisture analyzer (Ohaus) VZ-246 viscometer with three interchangeable nozzles
VZ-246 viscometer with three interchangeable nozzles Laboratory heating plate PL-01
Laboratory heating plate PL-01 Solutions for washing of analyzers EkoWeek, EkoDay (Bulgaria)
Solutions for washing of analyzers EkoWeek, EkoDay (Bulgaria) Fume cupboard for muffle furnace BA-CL-X.XX MP
Fume cupboard for muffle furnace BA-CL-X.XX MP Hanging cabinet with 3 drawers BA-CL- Х.Х ТНЯ-3
Hanging cabinet with 3 drawers BA-CL- Х.Х ТНЯ-3- IRF-454 B2M refractometer with illumination and additional scale (Russia)
- Staff table BA-CL- X.X SLP TR - a
- Testeur de propreté du lait PMM-M
- Lumitester SMART Luminometer
- Analyzer of somatic cells in milk "SOMATOS Mini"
- Laboratory thermostat-reducer "LTR-24"
- Thermohygrometer IVA-6AR (Russia)
- General laboratory cabinets
- Mobile table BA-CL- X.X PS TR
Packing
 Paper for micro-ribbed
Paper for micro-ribbed Skiving and Hemming Technology
Skiving and Hemming Technology Laminating paper KH PACK®
Laminating paper KH PACK® Korreks for confectionery
Korreks for confectionery Cover
Cover Backed Foil
Backed Foil- GableTop aseptic packaging
- KH PACK® bag making paper
- Korreks for desserts
- Siliconized paper for hygiene products
- Paper sacks
- The paper packing fastened anticorrosive UNIK 14-70 THAT 5453-003-05773103-2005
- Laminating paper KH PACK®
- Cartons for milk and dairy products
- Plastic packaging for cakes and pastries
Additional Products
 Auxiliaries for sugar products
Auxiliaries for sugar products General purpose environment of SPC "Biocompass-S" (Uglich)
General purpose environment of SPC "Biocompass-S" (Uglich) Ice cream sticks Standard 93
Ice cream sticks Standard 93 Pepsin whey pork
Pepsin whey pork Ice cream sticks (round)
Ice cream sticks (round) Wafer cup and cone
Wafer cup and cone- Ice cream sticks Magnum (curly)
- Ice cream sticks Standard 114
- Petri dish 90 mm
- Ice cream sticks (with logo)
- J-Bottom technology
Consumables
 Bag filter 32
Bag filter 32 Milk filters - primary cleaning
Milk filters - primary cleaning Stainless steel obstetric aid
Stainless steel obstetric aid Antibryk
Antibryk Hoof bath
Hoof bath Gas tailing cutter
Gas tailing cutter- Non-returnable cup for udder treatment
- Spare pacifier
- Plastic syringe 150ml
- Dosing syringe, bottle attachment
- Liquid soap "Prestige" (yellow, green, red) 5 l
- Veterinary glove to the shoulder and through the neck
- Electric Cattle Driver
- Drencher for feeding calves with a rigid probe
- Self-adhesive hoof bandage
Microbiology
 MicroFast® Environmental Listeria Count Plate
MicroFast® Environmental Listeria Count Plate Yeast & Mold Count Plate (cat. no. LR1003) MicroFast® Yeast & Mold Count Plate
Yeast & Mold Count Plate (cat. no. LR1003) MicroFast® Yeast & Mold Count Plate MicroFast® Salmonella Count Plate (SAL), for the determination of Salmonella in food and environmental samples (Catalog #LR1006)
MicroFast® Salmonella Count Plate (SAL), for the determination of Salmonella in food and environmental samples (Catalog #LR1006) MicroFast® Staphyloccocus aureus Confirmation Plate Staph.aureus Confirmation Plate (cat. no. LR1005Q)
MicroFast® Staphyloccocus aureus Confirmation Plate Staph.aureus Confirmation Plate (cat. no. LR1005Q) MicroFast® Enterobacteriaceae Count Plate (cat. no. LR1011)
MicroFast® Enterobacteriaceae Count Plate (cat. no. LR1011) MicroFast® Lactic Acid Bacteria Count Plate (Part Number LR1312)
MicroFast® Lactic Acid Bacteria Count Plate (Part Number LR1312)- Substrate for accelerated determination of QMAFAnM, (catalog number LR1321)
- Coliform Count Plate (catalog number LR1002) MicroFast® Coliform Count Plate
- MicroFast® Bacillus cereus Count Plate (catalog number LR1010)
- MicroFast® Coliform & E.coli Count Plate
- Substrate for determining QMAFAnM (catalog number LR1001)
- Substrate for determining the number of staphylococci (Catalog number LR1005) MicroFast® Staphyloccocus aureus Count Plate
- MicroFast® Microbiological Substrates
Our News
 Лукашенко высказался против простых решений по Витебской области и действий по пути наименьшего сопротивления 25.10.2025
Лукашенко высказался против простых решений по Витебской области и действий по пути наименьшего сопротивления 25.10.2025 Производство молока, инвестиции. Какие точки роста на пятилетку видит руководство Витебской области25.10.2025
Производство молока, инвестиции. Какие точки роста на пятилетку видит руководство Витебской области25.10.2025 Первичная задача - дойти до каждого сельхозпредприятия. Депутат о развитии АПК Витебской области25.10.2025
Первичная задача - дойти до каждого сельхозпредприятия. Депутат о развитии АПК Витебской области25.10.2025- Совместные проекты и обмен опытом. В каких направлениях Беларусь и Казахстан готовы развивать сотрудничество в АПК 24.10.2025
- Беларусь и Алтайский край намерены увеличить биржевую торговлю сельхозпродукцией24.10.2025
- Минск и Алжир готовят переговоры на высшем уровне. Почему Беларусь нацелилась на Север Африки?24.10.2025
- "Ambitious plans." Brest Regional Executive Committee on the region's contribution to food security in the Union State. 23.10.2025
- Decree: Regional executive committees are granted the right to form agricultural raw material zones23.10.2025
- New support measure for the agricultural sector. The Ministry of Agriculture and Food explained the legislative changes.23.10.2025
- Recognition of merit and dedication. State awards were presented in Minsk to representatives of various fields.23.10.2025
- The Belarusian delegation held talks in Kampala with colleagues from Uganda, Iran, and India.17.10.2025
- Azerbaijan entered the top three largest buyers of forest products at the Belarusian Commodity Exchange (BUCE).17.10.2025
- New Products and Volume Growth. The Ministry of Agriculture and Food on the Dairy Industry Development Strategy through 2035.17.10.2025
- Ministry of Agriculture and Food: Belarus is growing its milk production16.10.2025
- Ambassador: Belarusian food exports to Kazakhstan have increased significantly16.10.2025
- Belarusian goods account for 94% of Russian dairy imports.16.10.2025
Articles
 Сокращение супермаркетов и гипермаркетов в России продолжается: эксперты говорят о новой волне ритейла25.10.2025
Сокращение супермаркетов и гипермаркетов в России продолжается: эксперты говорят о новой волне ритейла25.10.2025 Парагвай: Экспорт субпродуктов является растущей отраслью и уже достиг 95,4 млн долларов США25.10.2025
Парагвай: Экспорт субпродуктов является растущей отраслью и уже достиг 95,4 млн долларов США25.10.2025 Китай увеличил производство свинины на 7% в третьем квартале года25.10.2025
Китай увеличил производство свинины на 7% в третьем квартале года25.10.2025- Новые горизонты сотрудничества: Россия и Аргентина обсуждают совместный доступ на рынки продукции животного происхождения25.10.2025
- Poultry farm "Tretyakovskaya" in 2 maanden geleden rubles25.10.2025
- Indilight held a culinary masterclass with Silvena Rowe, promoting turkey as a healthy food.25.10.2025
- Министерство сельского хозяйства США представило план по снижению цен на говядину25.10.2025
- С января по июль экспорт свинины из ЕС вырос на 1,6%25.10.2025
- Рост цен на мясо в Самаре: говядина достигла 750 рублей за килограмм25.10.2025
- Московская область планирует нарастить мясное производство на 25% к 2030 году25.10.2025
- Производство мяса птицы в Омской области выросло на 75% за 9 месяцев 2025 года25.10.2025
- Цены на мясные продукты в России продолжают расти: анализ причин и прогнозы25.10.2025
- Product quality violations were discovered at the Pravilnye Produkty plant.23.10.2025
- Nalchik Meat Processing Plant Puts Its Accounts Receivable Up for Auction23.10.2025
- Modernization of poultry farming in the Nizhny Novgorod region: new opportunities and production growth23.10.2025
- Increasing egg production of laying hens in Kabardino-Balkaria: successes and prospects23.10.2025
Economics
 10 reasons to take a deposit04.05.2025
10 reasons to take a deposit04.05.2025 NYT увидела в санкциях Трампа новый уровень экономической войны США25.10.2025
NYT увидела в санкциях Трампа новый уровень экономической войны США25.10.2025 В Кремле пообещали ответ на санкции сообразно интересам России25.10.2025
В Кремле пообещали ответ на санкции сообразно интересам России25.10.2025- Zakharova promised "tough steps" in response to the 19th EU sanctions package.25.10.2025
- США ввели санкции против президента Колумбии25.10.2025
- Чего ожидать от «одной из самых рискованных» поездок Трампа25.10.2025
- Callas spoke about the EU's joy over new US sanctions against Russia.24.10.2025
- Постпредство России назвало санкции ЕС «сизифовым трудом»24.10.2025
- Путин оценил новые санкции США24.10.2025
- Путин вспомнил, когда Трамп ввел наибольшее число санкций против России24.10.2025
- Белый дом заявил о надежде на то, что новые санкции нанесут вред России24.10.2025
- The EU imposed sanctions against Medvedev's aide and the HSE rector.23.10.2025
- Politico learned of a split in the EU over a new €140 billion loan to Ukraine.23.10.2025
- The European Union has banned the import of motorized toys into Russia.23.10.2025
- The Russian Union of Travel Industry (RUTI) clarified that EU sanctions will not affect Russian tourism.23.10.2025
- AvtoVAZ and Polyus were included in the 19th package of EU sanctions against Russia.23.10.2025
Antibiotics in Milk
 В Британии предупредили о риске для миллионов из-за супербактерий06.01.2025
В Британии предупредили о риске для миллионов из-за супербактерий06.01.2025 Moscow court sides with Indian company in dispute with Health Ministry26.11.2024
Moscow court sides with Indian company in dispute with Health Ministry26.11.2024 Scientists estimate increase in mortality due to drug-resistant bacteria29.10.2024
Scientists estimate increase in mortality due to drug-resistant bacteria29.10.2024- Antibiotics for livestock and pesticides found in poisoned family's home29.10.2024
- Izvestia reported on the shortage of widely used antibiotics in Russia29.10.2024
- The Ministry of Health called data on the shortage of antibiotics unreliable29.10.2024
- Scientists warn of threat of return to pre-penicillin times29.10.2024
- The Ministry of Health explained how attitudes towards antibiotics changed during the pandemic07.05.2024
- WHO explains the risks of taking antibiotics "just in case"06.05.2024
- Doctors warn of bad practices after government decision on antibiotics25.04.2024
- The Ministry of Health removed antibiotics and hormones from the standard treatment of ARVI25.04.2024
- Antibiotics in oil: myth or reality?06.03.2024
- Antibiotics in sour cream: myth or reality?05.03.2024
- Antibiotics in goat milk: effects, problems and control measures16.02.2024
- The Japanese will stop producing the popular antibiotic vilprafen in Russia23.12.2023
- Antibiotics in Milk21.12.2023
Antibiotics in Meat
 Antibiotics in pollock25.02.2024
Antibiotics in pollock25.02.2024 Antibiotics in herring: myth or reality?12.02.2024
Antibiotics in herring: myth or reality?12.02.2024 Antibiotics in perch10.02.2024
Antibiotics in perch10.02.2024- Antibiotics in sprat: facts and myths10.02.2024
- Antibiotics in tuna: an important health and environmental issue09.02.2024
- Antibiotics in meat30.01.2024
- Antibiotics in chebureks: myth or reality?29.01.2024
- Antibiotics in cutlets: problem or myth?18.01.2024
- Antibiotics in Chicken: Where Are the Highest Concentrations?17.01.2024
- Antibiotics in carp17.01.2024
- Where Are More Antibiotics in Chicken: Reality and Cautions16.01.2024
- Antibiotics in Salmon: Safety and Product Quality16.01.2024
- Antibiotics in Turkey15.01.2024
- Antibiotics in Sal: Reality and Safety Issues15.01.2024
- Antibiotics in Fried Dumplings: Facts, Risks and How to Stay Safe15.01.2024
- Antibiotics in sausages14.01.2024
10 Interesting Facts
 Antibiotics in Coffee: Myths and Reality03.05.2025
Antibiotics in Coffee: Myths and Reality03.05.2025 Forged forks: 10 interesting facts16.05.2024
Forged forks: 10 interesting facts16.05.2024 Swimming pool and weight loss: 10 interesting facts10.03.2024
Swimming pool and weight loss: 10 interesting facts10.03.2024- Tests for antibiotics in milk - 10 interesting facts07.03.2024
- Cleaning the kettle from scale, 10 interesting facts...06.03.2024
- Antibiotics in beer: 10 interesting facts04.03.2024
- Wild boar, how to survive...01.03.2024
- Purulent mastitis, 10 interesting facts27.02.2024
- Lemon and alcohol: 10 interesting facts25.02.2024
- Mint - 10 interesting facts25.02.2024
- Wild boar, 10 interesting facts20.02.2024
- Wild boar and domestic pig: comparison and advantages20.02.2024
- Cottage cheese, 10 interesting facts20.02.2024
- 10 Interesting Facts About Milk19.02.2024
- How to Clean a Toilet - 10 Interesting Facts (Acid vs Alkaline)18.02.2024
- Goat's milk: 10 interesting facts16.02.2024
Diseases of cattle
 Dicroceliosis in cattle09.03.2024
Dicroceliosis in cattle09.03.2024 Demodicosis in cattle01.03.2024
Demodicosis in cattle01.03.2024 Purulent mastitis of cattle27.02.2024
Purulent mastitis of cattle27.02.2024- Hypodermatosis in cattle20.02.2024
- Hemonchoz in cattle11.02.2024
- Bursitis in cattle30.01.2024
- Brucellosis in cattle29.01.2024
- Bronchopneumonia in calves27.01.2024
- Bronchitis in cattle26.01.2024
- Mortellaro disease in cattle24.01.2024
- White muscle disease in cattle23.01.2024
- Babesiosis in cattle22.01.2024
- Cattle acidosis20.01.2024
- Arthritis in cattle20.01.2024
- Anaplasmosis in cattle18.01.2024
Misc
 Antibiotics for coughs: when they are needed and when they are not11.02.2024
Antibiotics for coughs: when they are needed and when they are not11.02.2024 Отсутствие ремней безопасности, проезд не по своей полосе. На что обращает внимание ГАИ при проверке маршруток 26.10.2025
Отсутствие ремней безопасности, проезд не по своей полосе. На что обращает внимание ГАИ при проверке маршруток 26.10.2025 В Минтруда напомнили об основных мерах безопасности во время проведения республиканского субботника 25.10.2025
В Минтруда напомнили об основных мерах безопасности во время проведения республиканского субботника 25.10.2025- In Minsk, an unlicensed BMW driver lost control and crashed into a pole.25.10.2025
- В Вилейском районе правоохранители застали самогонщиков с поличным: выявлено 11 тыс. литров браги25.10.2025
- He took her pension and fed her once every two or three days. In Vitebsk, a son drove his disabled mother to exhaustion.25.10.2025
- В Беларуси с начала года в авариях пострадали 340 детей24.10.2025
- МВД: реальные истории осужденных сверстников - эффективная профилактика преступлений подростков 24.10.2025
- Минчанин осужден за истязание беременной сожительницы24.10.2025
- A drunk Pinsk resident stole a car and damaged parked vehicles.23.10.2025
- The Ministry of Emergency Situations will hold the "For Safety Together" campaign in Belarus from October 25 to November 2.23.10.2025
- This swimming season, 44 fishermen have drowned in Belarus, 25 of whom were drunk. 23.10.2025
- A drunk teenager stole a car in Bobruisk. 23.10.2025
- "A House Without Fire": Rescuers Inspect Homes in the Gorki District 23.10.2025
- She'll still be in your dreams! A Belarusian woman visited Karelia, and here's what she had to say.18.10.2025
- They "worked" for less than a month. A young drug couple from Mozyr was taken into custody.18.10.2025
Cloud of Tags
УборкаМаслоПтицефабрикаГазпромЯйцаБразилияАлександр ЛукашенкоAppleВеликобританииКризисFacebookИмпортОтпускТурцияНефтьRussiaРоссельхознадзорПесковBloombergВластиКартофельСанкцииЗависимостьНедвижимостьРоспотребнадзорКрупный рогатый скотСШАЗапретВ китаеМЧСПитаниеПольшаСпутник vКанадаЭкспортКрупного рогатого скотаСельское хозяйствоИталияГовядинуСудРодителиВостокGoogleМинздравСубсидииЗеленскийЗдоровьеТребованияФранцияВирусВеликобританияОнлайнУкраинаУрожая2024ЦеныУченыеПоддержкаРоссияMicrosoftЕСАлкогольЦентробанкФруктыВладимир ПутинПродукты питанияЖивотноеБеларусьЯпонияМинсельхозАнтибиотиковАлкогольного опьяненияДжо БайденИнвестицииДоходыРаботаБизнесКазахстанПодмосковьеТатарстанЕАЭССвининаCOVID-19АзербайджанПрокуратураУзбекистанАЧСВакцинацияМолокоВыручкаПродукцияМясо птицыМясокомбинатЭкономикаРосстатБройлерДетиДональд ТрампГовядинаПензенской областиФермерЕврокомиссияГерманияМужчиныОрганизмВьетнамКлиматКоронавирусОбщепитПроизводство мясаЕгипетReutersСанкт-ПетербургПродовольствиеЛечениеКофеДеньгиКРСВакцинацииБолезньПроизводство молокаРоссиянеМоскваКарантинЗаконопроектЗаконИнфляцияСмертьКолбасыМинскПравительствоАвстралияДиректорКредитПраздникИммунитетИсследованияДолларЛекарстваМясоминистр сельского хозяйстваТАССКитайСырыНовостиДмитрий песковTelegramУкраинеРубльМинфин